豪克能镜面加工实例展示
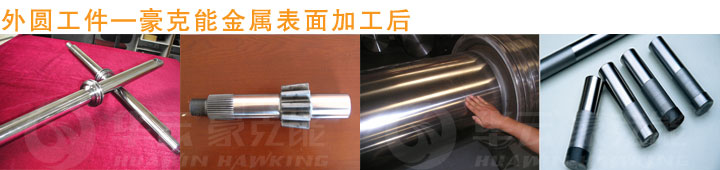
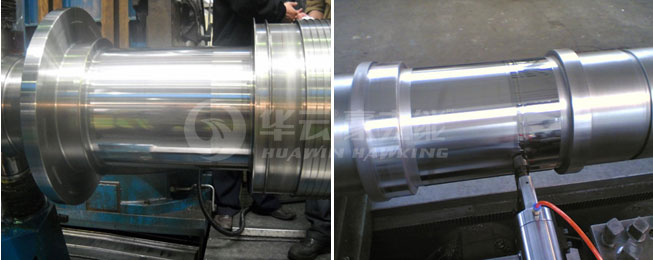
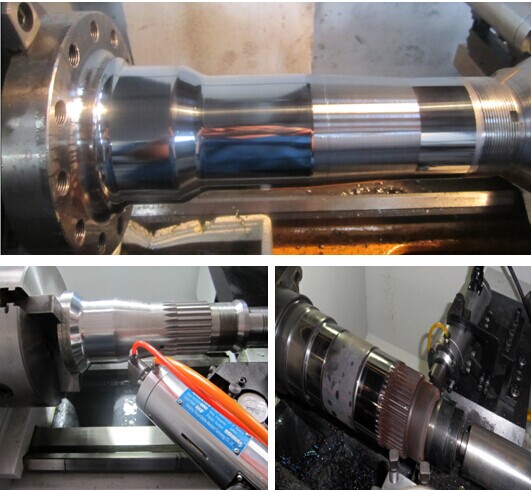
外圆工件使用豪克能加工后,可以极大提高硬度,耐磨性。只需在车床上一次装夹即可加工出镜面效果,保证加工效率和加工精度。豪克能机床已经成为继普通车床、数控车床以后客户的*终选择。
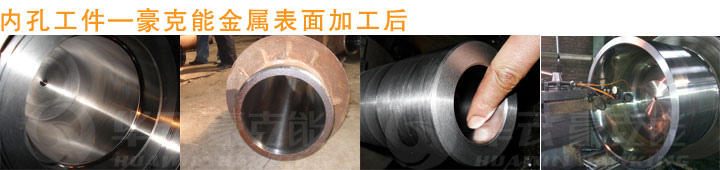
内孔工件不容易磨削加工、加工效率慢等问题在豪克能面前迎刃而解。豪克能轻松加工内孔,显著提高内孔表面光洁度和硬度。
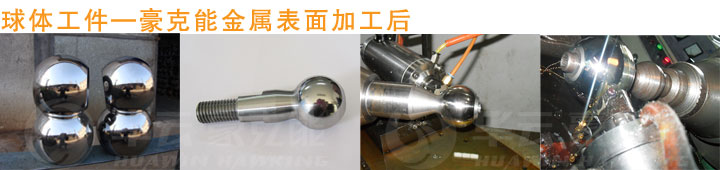
球体经过豪克能加工,可以使球体的显微硬度提高20%,同时增加球体的耐磨性耐腐蚀性。相比其它抛光工艺,既提高了加工效率,也脱离了恶劣的加工环境,真正实现了绿色环保加工。
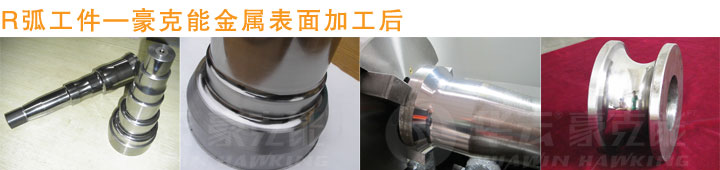
R弧经豪克能加工后,疲劳强度明显提高,有效解决了R弧容易断裂的问题,使工件的寿命延长至少几十倍。
金属表面加工设备主要由三部分组成:

金属表面加工设备经典应用案例:
1.油缸进行金属表面加工

珩磨油缸、滚压油缸这是传统金属表面加工油缸缸筒的两种方法,缸筒作为液压缸、矿用单体支柱、液压支架、炮管等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和可靠性。缸筒加工要求高,目前能达到的其内表面粗糙度为Ra0.4~0.8,珩磨和滚压两种加工方法存在各自的缺点。珩磨存在需要二次装夹、加工时间长的缺点,滚压存在尺寸精度不好控制,经常出现费件的问题。而豪克能金属表面加工中和了两种加工的优点,使油缸的质量得到了提升。
豪克能加工情况介绍:
1、经豪克能加工后油缸的表面显微硬度提高20%,耐磨性提高50%。
2、豪克能加工后可以使油缸的表面粗糙度达到Ra0.2以下,延长了活塞密封圈的使用寿命。
3、无需二次装夹在车床、镗床一次加工成型,提高生产效率。
4、采用豪克能加工,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。
2.电机轴进行金属表面加工
电机轴使用豪克能进行金属表面加工的优势:
1、电机轴轴承位采用豪克能工艺处理,粗糙度值低可达Ra0.2左右,硬度高,装配轴承后固定效果好,能长期保持过盈的装备性质;
2、对R弧等区域进行强化处理,减少了应力集中,防止疲劳断裂。
3.减速机轴进行金属表面加工

减速机漏油通常是由于减速机轴高速转动的时候,由于轴本身表面粗糙度不好,导致粗糙的表面磨损了密封圈,*终导致漏油。传统方法一般是停机采用更换密封圈和密封胶重新密封,不但需要占用大量停机拆卸时间,而且由于密封圈和密封胶耐油性和耐腐蚀性比较差,在较短时间内还会出现渗漏现象,不能*解决减速机渗漏问题。
豪克能金属表面加工与传统加工相比的优势 :
工艺对比
传统加工过程:粗车→调质→车→磨→入库;
豪克能加工过程:粗车→调质→车→豪→入库或者粗车→调质→车→磨→豪→入库;
备注:豪克能设备装夹到车床上,车后立即豪,无需重新装夹。
效率对比
按密封圈外圆均为φ52*60时计算
磨加工工时为:60mm/(25r*6~10mm/r)*60秒*(2~3遍,+3秒/遍:退刀-回程-进刀)=34.8~81.0秒/件;
豪加工工时为:60mm/(612r*0.25mm/r)*60秒=23.5秒/件;
每生产一件,可节约工时11.3~57.5秒;生产效率提高了48%-340%。
效果对比
采用豪克能加工后,密封圈配合处的表面粗糙度,在提高了生产效率的前提下,由Ra1.6左右降低为Ra0.4左右(如有需求可加工到0.1),而一般粗磨只能到Ra0.8左右。此结果对减速机提高密封性能、延长密封圈使用寿命很有利,而且加工过程中对表面预置一定的压应力,提高了密封位的耐磨性和抗疲劳性。
金属表面加工在现实中会遇到很多工艺问题,如有需要欢迎拨打我们的技术咨询电话:400-066-2698

 中文版 |
中文版 |  English
English











