薄壁筒类零件加工变形比较大,加工精度不容易保证。对于不封闭半圆弧薄壁筒形零件加工难度更大。加工变形比圆筒更严重。使用振动时效设备进行时效处理后很好的解决了这个问题。
振动时效设备消除薄壁筒类工件残余应力
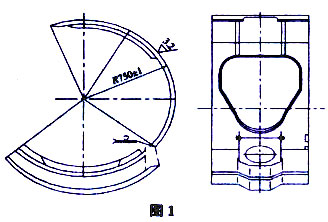
如图所示为一个焊接结构件,其主要作用是在运动中保护设备、仪器和乘员的安全,起保护功能的作用,它的外形尺寸为R750mm的大半圆弧形。零件为焊接结构件,是不封闭薄壁筒形零件,其设计结构决定其焊接存在变形。焊接后需机械加工外径尺寸R750±1mm,因为是大半圆弧薄壁工件,壁厚仅30mm,而且工件高度为1070mm,即加工表面范围大,工件易变形,容易产生局部壁厚不均匀等,影响工件本身的强度及后续加工余量问题,从而影响工件的装配使用。
这种结构的工件加工难度极大,如果外圆是一次性车削尺寸,容易导致加工应力过大,从而产生工件变形。内应力是由于金属内部组织发生了不均匀的体积变化而产生的。具有内应力的工件,处于一种不稳定状态中,其内部组织也在不断进行变化,直到内应力消失为止。在内应力变化过程中,零件原有的加工精度也会逐渐的消失。切削时,工件表面层在切削力和切削热作用下,由于工件各部分产生不同程度的塑性变形,金属组织等变化的影响也会产生内应力,这种内应力的分布情况由加工时的工艺因素决定。通过实际生产了解,即使分成几次切削工件,因加工面都在工件的外表面,所以加工量都在工件的一侧,使加工受力不均匀,必然产生向内弯、扭曲变形,其残留部分还会在今后一段时间内继续产生变形,从而破坏了最后工序所得到的精度。因为对零件在粗加工后,还需进行振动时效处理。由于该结构件是焊接装配后形成的部件,加工后变形有时大于8mm,若用手工砂轮打磨R750±1mm尺寸,不但费时,而且还很难保证尺寸精度,影响产品使用性能。
为了解决上述工件加工变形的问题,对工件的加工工艺进行了大量的改进。该工件先由两种单件焊接成一个装配件后,再进行加工该工件,为防止工件加工变形,加工前需在工件内圆弧处焊上工艺拉筋,因同时在立式车床加工2个工件,也需要在2个工件间焊接工艺拉筋,并在半精车削后,工件单边留量3mm,转到振动时效机上进行振动时效。
将工件刚性压在平台上,采用华云振动时效消除应力设备,由计算机自动制定工艺,对激振点、拾振点位置无特殊要求,系统自动优化选取5个以上振动频率。对工件进行多维消除均化残余应力。振动消除应力专家系统实现了对任何不同结构的焊接结构件,都能准确的选择到共振峰,不会出现使用一些破旧或低端时效设备导致工件无法找到共振峰的现象,解决了落后的完全依靠人工操作技能的振动时效设备的限制。 | 

 中文版 |
中文版 |  English
English





