在生产加工过程中,零件的内应力伴随在各种加工后,存在于工件的内部结构中,这些应力往往处于一种很不稳定的相对平衡状态。在常温下,特别是在外界某种因素的影响下很容易失去原有状态,使应力重新分布后工件变形。在特殊情况下,有些预应力是有益的,但在大多数的情况下,工件内部的应力是有害的。工件内应力的存在轻者使工件变形,严重时会降低工件的疲劳寿命。但通过振动时效技术的应用,很好的解决了工件内部的加工应力问题,使工件永久不再变形,并大大提高了生产效率。
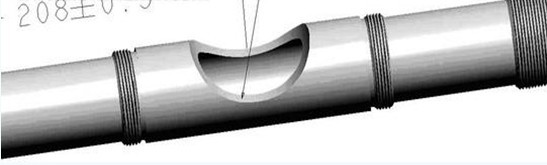
对于中间开口类零件,比如油缸筒工件,该工件因为制造工艺要求相对较高,设计图纸较复杂,按图纸加工后的工件因为工件内应力的平衡问题,造成了多数工件都有变形。又因为属于筒形零件,不能进行校正,所以如何加工这种复杂工件,防止内部应力引起变形,是一个不小的问题。
解决这个问题可以按以下思路:
首先解决加工后工件内部应力的问题。如果彻底消除掉工件加工后内部的应力,工件就不会变形。消除应力的方法里不能考虑热时效,因为采取这种方式会引起工件的表面氧化甚至再次变形。与热时效相比,振动时效技术更加节能降耗,并且振动时效拥有热时效无法相比的优点。
1.振动时效不会造成工件表面氧化、应力消除更加彻底
2.精加工后的工件振动时效也不会变形
3.振动时效时间短,能提高工作效率,增加工艺能力。
其次将复杂工件的加工分解为两步。即先对工件进行粗加工,比如以上工件,将工件上的半圆槽先进行不完全加工,在圆中心保留一条工艺筋,这时的工件内部虽然存在内应力,但是由于中间那条工艺筋所以工件内应力不能释放,也就不会引起工件变形。
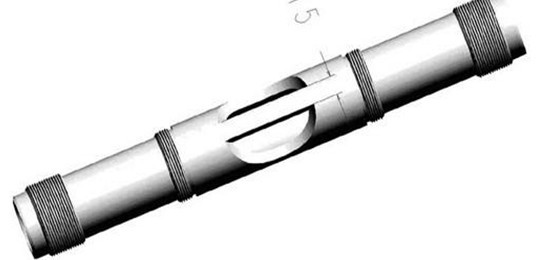
接下来对粗加工后的工件进行振动时效处理。采用我们山东华云机电的HK2000或者HK2005系列振动时效装置能轻松准确的选择到共振峰,多维彻底的消除残余应力。
振动时效完成后,工件内应力达到平衡和消除。此后可进行任意加工,工件都不会再变形。上面粗加工之后的工件在振动时效处理之后再加工掉那条工艺筋,然后检验下会发现和振动时效前精度完全一致。
经过该工艺的改造和完善,可完美解决类似此种问题的工件残余应力引起变形的问题。这是振动时效和制造工艺完美的结合。 | 

 中文版 |
中文版 |  English
English





