本文重点用实例介绍梁型工件的振动处理工艺
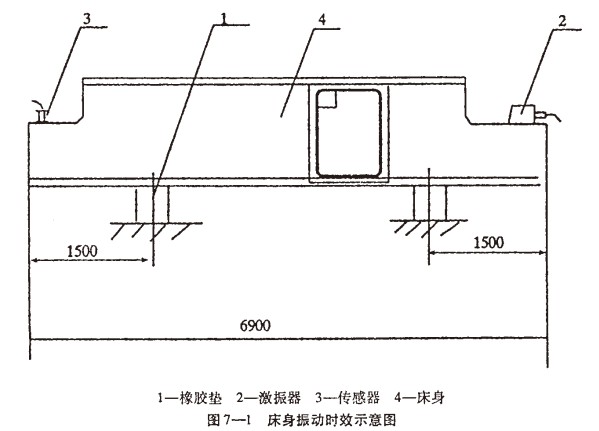
某厂成批生产的B1010A刨床的床身,材质为HT200.重量为6500kg,轮廓尺寸为6900*980*580mm,为典型的梁型件,我们首先用四个橡胶垫在床身下面距端部2/9L即1530mm处将床身支撑起来。该床身两头为邮箱,中央夹激振器不方便,所以我们把激振器用弓形卡具卡紧在床身端头邮箱处。加速度计用磁铁吸紧在床身的另一端头。如图所示7-1
用HK-93K2型振动时效装置对床身进行扫频处理,测得其一阶固有频率2334r/min,即38.9HZ,共振加速度值为48.9m/s²。这时K2型激振器的偏心率调在26%(本激振器偏心装置在0-100%范围内无级可调)。
我们按峰值48.9/s²的1/2确定振动频率为2303r/min振动处理约10分钟,加速度值基本上保持不变了,再处理3分钟,即共13分钟。然后再对床身进行扫频处理,发现共振频率已发生前移,峰值已升高,符合JB/T5926-91验收标准中第4.12条第c、d两项验收指标,达到消除和均化残余应力的目的。
| 

 中文版 |
中文版 |  English
English





