本文着重介绍轴类零件深孔钻削。在钻削过程中,合理利用胶木支承套,增加钻杆刚性,并在刀具前端增加前导向,提高内孔与外圆同轴度、表面粗糙度质量,提升加工质量,对加工高速回转空心轴类零件内孔具有重大意义。
长期以来,深孔加工一直是机械加工的难点。在我公司,空心镗轴是数控镗床的关键零件,其内孔与外圆同轴度、直线度、表面粗糙度质量等公差要求都比较高,尺寸公差也较为严格。多年来,空心镗轴的深孔加工一直制约着成套生产。
下面以我公司落地式数控镗床(HFBC1636)的镗轴为例。该镗轴材料为38CrMoAlA,调质265~285HBW。此零件的最小孔长径比约为92∶1,采用常规深孔钻削方法,很难保证图样要求。为此,我们对深孔钻削工艺进行了以下改进,具体如图1所示。
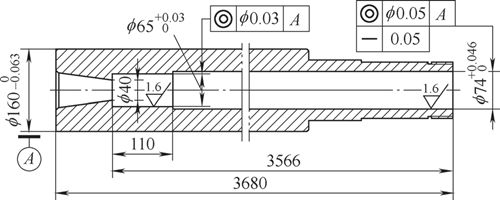 图1 根据我公司现有设备,钻孔时我们选用TK2125A深孔钻机床,刀具采用深孔加工用喷吸钻头,以推镗方式进行加工。
钻孔时工艺路线为:车引孔→钻φ38mm通孔→车外圆(消除孔与外圆不同轴)→消应力→校直→外磨→扩、镗孔至  ,深度至3566mm→扩、镗孔至φ74+0.  ,深度至图样尺寸→后续工序。 以前,在钻孔时,工件一端由机床自定心卡盘夹持,另一端靠压盘顶紧,中间有中心架辅助支承。
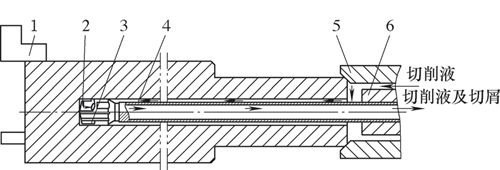
钻孔时,工件正向旋转,钻杆反方向旋转并进行轴向进给。开始钻削时,靠一段引导孔导向,钻头上有约25~40mm长的支承条支承,工件右端有支承套支承钻杆。切削液由右端进入工件内孔,将切屑经钻头前端排屑口进入钻杆内孔排出。
由于钻孔时采用推镗方式加工,钻头和钻杆受到轴向压力,但只有钻头处和钻杆末端有支承,钻杆中部没有支承,导致钻削过程中,钻杆刚性不足,容易产生弯曲,遇到硬点容易产生偏摆、振动,导致加工的内孔与外圆同轴度、直线度及圆度都很差,内孔表面粗糙度也较差,容易造成废品。具体如图2所示。
图2
为了提高空心镗轴内孔加工质量,我们对钻削工艺方法做了以下改进:
(1)钻孔时,在钻杆上安装支承套,约300mm一个,对钻杆进行有效支承。但是,深孔钻削时必须有足够的切削液进入工件内孔,对刀具进行冷却,并将切屑经钻杆内孔带走(见图3)。为此,我们将支承套外圆设计成矩形花键形状,采用胶木制作,既能有效支承钻杆,增加钻杆刚性,降低钻杆与支承套之间的磨损,又能满足切削液顺利进入工件内孔,对刀具进行冷却,将切屑带走。
(2)按照沉孔钻的原理,在扩孔钻头前增加导向部分,提高内孔外圆同轴度。
(3)为了提高胶木支承套的使用寿命,我们将支承套提前浸泡在切削液中,降低胶木套的磨损。 | 

 中文版 |
中文版 |  English
English