山东华云机电科技有限公司 (济南 250101)赵显华
摘要:对所有熔化式焊接,在焊缝及其热影响区都存在着较大的残余拉应力,残余应力的存在会导致焊接构件的变形、开裂 并降低其承载能力;同时,在焊缝的焊趾部位还存在着凹坑、余高、咬边造成的应力集中和因熔渣缺陷、微裂纹形成的裂纹提前萌生源,从而,使焊接接头的疲劳寿命大大降低。豪克能焊接应力消除设备可彻底地消除焊接残余拉应力、大大减少应力集中系数、消除裂纹萌生源,大幅度提高焊接接头的疲劳寿命。
关键词:豪克能 残余应力 焊接接头 疲劳寿命
1、引言:
大量研究和实践表明,金属结构件的疲劳破坏一般起裂于焊接接头的焊趾部位,也就是说,焊接接头(更确切的说是焊趾部位)的质量决定着金属结构件的使用寿命。同时,由于焊接残余应力的存在,金属结构件在其运输、使用过程中容易发生变形甚至开裂。国际焊接协会上有专家提出用豪克能消除应力设备冲击焊趾的方法来提高焊接接头的疲劳寿命和消除焊接应力。通过国内外大量的研究和实例表明,这种方法的适用场合很广,不仅可以有效的应用于焊接结构件的制造过程中,而且特别适用于现场安装焊接、构件修复焊接等场合;不仅可以用来提高焊接接头的疲劳性能,而且可以彻底消除焊接拉应力并产生理想的压应力。因此,这是一种非常有前途的焊后处理设备。
2、用于消除焊接应力的研究与应用
残余应力都集中在焊缝附近,当焊接残余应力与承载的工作应力叠加,其数值超过材料的屈服极限时,工件就会在焊缝附近产生断裂现象。研究残余应力的影响不仅考虑其数值的大小,残余应力的方向也是个重要因素。用盲孔法可以对焊接残余应力值的大小和方向进行测量。即使焊接构件的残余应力值远远低于其材料的屈服极限,但如果存在严重的应力集中,那么焊接构件在其运输和使用过程中也会因残余应力的释放而发生永久性的塑性变形,从而影响构件的尺寸精度。
消除残余应力的方法很多,如自然时效、热时效、振动时效等,但自然时效周期太长,已不适合现在市场经济的快速要求;热时效不仅消耗大量的能源、占用场地和较大的设备资金投入,而且消除残余应力的效果也因炉况的不同有很大的差异,其对残余应力的消除率一般在40~80%之间;振动时效虽然使用方便,但其应力消除率一般在30~50%。豪克能消除应力是透彻消除焊接应力的方法,它不仅使残余应力的消除率达到80~100%,而且还能产生理想的压应力,这对焊接构件的抗疲劳性能和抗应力腐蚀性能也大有益处。
表一是对120吨的炼钢转炉现场焊接施工完毕后在焊缝处测得的残余应力值和经豪克能消除应力设备消除应力处理后的残余应力数值:
表一
通过以上数据看出转炉炉体焊后存在较大的焊接残余应力,但经豪克能消除应力设备处理后,残余应力基本上被彻底消除,并产生了有益的压应力。
豪克能消除应力设备在我国航空、造船、冶金建设、机械制造等领域得到了应用和推广,例如:用于航空发动机焊修部位的焊接应力消除、修建炼钢高炉现场施工中的高低空焊缝的消除应力处理、核潜艇的焊接修复后焊接应力的消除、轮船焊接修复后焊接应力的消除、不锈钢焊后消除应力处理、对焊接构件的主要承载焊缝进行彻底消除应力处理、大型压力机等机械设备在使用过程中部件出现开裂后边焊接边消除应力处理以防止焊接变形影响机械设备的原有精度等等。
3、用于提高疲劳性能的研究与应用
对材料为低碳钢Q235B与16Mn板材的对接接头和十字接头形式标准焊接试件进行疲劳性能实验所得的对比σ—N曲线如下:
图1:Q235B对接接头的对比σ—N曲线
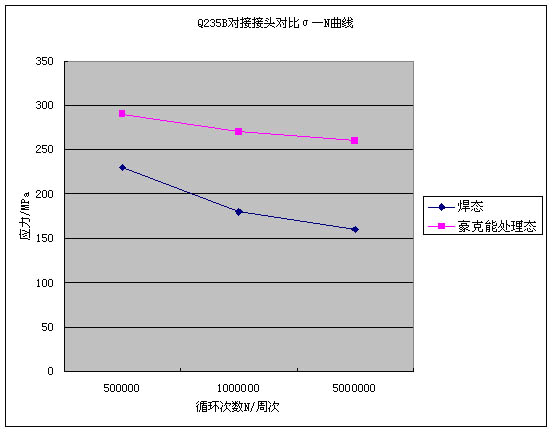
图2:Q235B十字接头对比σ—N曲线

图3:16Mn对接接头的对比σ—N曲线
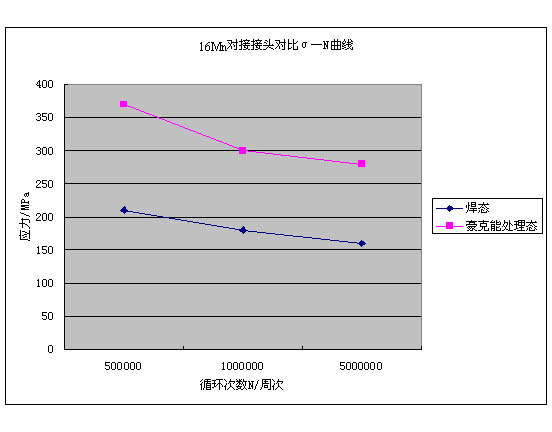
图4:16Mn十字接头的对比σ—N曲线
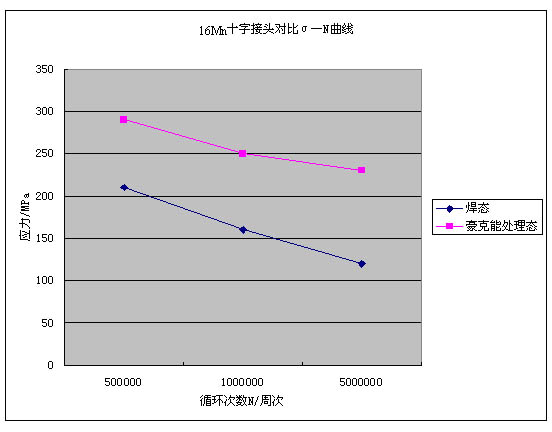
根据以上试验数据分析充分说明:豪克能焊接应力消除设备处理后焊接接头抗疲劳断裂的性能得到大幅改善;使用豪克能焊接应力消除改善焊接接头的疲劳性能,其效果十分明显。该方法能够大幅度提高焊接接头的疲劳强度,使焊接接头与母材具有相同的疲劳强度,甚至高于母材。因此,合理的设计,高质量的焊接,充分的豪克能焊接应力消除设备处理,使承受交变动载荷的结构件不再有薄弱环节,大大延长金属结构件的使用寿命和使用安全性。
4、结论:
通过试验和实际应用表明,豪克能焊接应力消除设备装置在改善焊接接头疲劳性能、消除焊接残余应力方面效果显著。
⑴豪克能焊接应力消除设备可使焊接残余应力的消除率达到98%以上,且产生有益的压应力。
⑵豪克能焊接应力消除设备的适用场合很广,不仅可以有效地应用于焊接结构的制造过程中,而且可以方便地应用于现场的安装与维修。
⑶豪克能焊接应力消除设备提高焊接接头疲劳强度的实际效果与母材类别有关。由强度级别较高的母材组成的焊接接头处理后焊接接头的疲劳性能提高越显著。
⑷经豪克能焊接应力消除设备处理后,Q235B对接接头的疲劳极限提高57%左右,16M对接接头的疲劳极限提高90%左右。
⑸经豪克能焊接应力消除设备处理后,Q235B十字接头的疲劳极限提高64%以上,16M十字接头的疲劳极限提高67%左右。
⑹经豪克能焊接应力消除设备处理后,Q235B各种接头的疲劳寿命均能提高40—60倍左右,16M的疲劳寿命被提高30—100倍之多。
⑺经豪克能焊接应力消除设备处理后,,对接接头有效应力集中系数降低23%,十字接头降低25%。
参考文献:
1、 E. Sh. Statnikov et al., Ultrasonic Impact tool for strengthening welds and reducing residual stresses, New Physical Methods of Intensification of Technological Processes. 1977.
2、M. Lopez-Martinez et al., Fatigue behaviour of steels with strength levels beteen 350 an 900 MPa. - Influence of post-weld treatments under spectrum loading. Paper D in Fatigue Behaviour of Welded High-Strength Steels, Report No. 97-30, Royal Institute of Technology,Stockholm, Oct. 1997.
3、E. Statnikov et al., Specifications for weld improvement by ultrasonic impact treatment. IIW Doc XIII-1617-96.
4、E.Statnikov. Applications of Operational Ultrasonic Impact Treatment (UIT) Technologies in Production of Welded Joints. IIW Doc. XIII-1667-97.
5、 Yu.F. Kudryavtsev, V.I. Trufiakov, P.P. Mikheev, E.S. Statnikov. Increasing the Fatigue Strength of Welded Joints in Cyclic Compression. IIW Doc. XIII-1569-94.
6、 J.J. Janosch, H. Koneczny, S. Debiez, E.S. Statnikov, V.I. Trufiakov, P.P. Mikheev. Improvement of Fatigue Strength in Welded Joint (in HSS and Aluminium Alloy) by Ultrasonic Hammer Peening. IIW Doc. XIII-1594-95.
7、E.S. Statnikov, L. Kelner J. Baker, H. Croft, V.I. Dvoretski, V.O. Muktepavel. Repair of Fatigue Cracks. IIW Doc. XIII-WG5-18-98.
8、E.S. Statnikov, V.I. Trufiakov, P.P. Mikheev and Yu.F. Kudryavtsev. Specification for weld toe improvement by ultrasonic impact treatment. IIW Doc. XIII-1617-96.
| 
 中文版 |
中文版 |  English
English




